








多様な素材の性質を熟知、最善の工具選び、最善の加工方法選び、
その最善のレスポンスを引き出す最善の設備の調整、それを可能にする豊富な経験の蓄積。
それらを全て結び付ける対応力、それが高品質の製品造りに、それが三恵の技術力です。



三恵のプラスチック加工の多くはは異形押し出し製品の二次加工で、板状やブロック状の素材と違いその切断面は複雑で均一ではありません。ただ切断するだけ、そこにこそ異形押し出し加工製品の二次加工を半世紀近く続けてきた経験が三恵の熟達した技術力の裏付けになっています。

異形押し出し製品の切断加工は、切断の方向、ノコ刃回転数など適切でないと欠けやバリに繋がります。


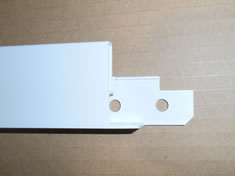
異形押し出し製品で空室が大きいく素材が薄い場合などは適切な切断加工を選択しないと欠けやバリに繋がります。角度を付けての切断加工など尚一層細心の注意が必要。三恵の豊富な経験の切断加工の技術力が高品質の製品造りへと繋がるのです。


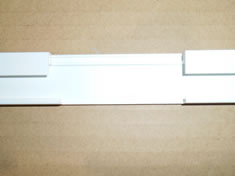
縦と横二軸の切断加工機での加工例です。
二度必要な切断加工を一度の工程でこなす設備、工程を減らせることでコストパフォーマンスが改善されその分をお客さまに還元できる。それが三恵の技術力であり物造りの姿勢なのです。

硬質・軟質合わさった素材で切断加工の方向、回転数など適切でなければ欠けやバリに繋がります。

性質の違うた素材の複合素材その切断加工には一層繊細なの切断加工技術が求められそれも三恵の技術力なのです。

多様な素材の性質を熟知、最良の穴あけ工具・穴あけ加工方法を選択、それらの最善・最良を引き出す。それが高品質の製品造りに、それが三恵の穴あけ加工技術です。


初めはキリによる穴あけ加工でしたが現在はプレスによる穴あけ加工に変更コストパフォーマンス/高品質へと改善するための発想・工夫・努力は日々惜しまず穴あけ加工に向かっています。
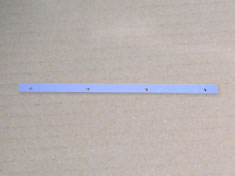

素材の曲がりや反りがどうしても完全にはなくせない時にそれを強制、吸収して思ったところに穴あけ加工を施す、手作業・手加工でなければできない穴あけ加工。ここに改めて経験という技術が活かされているのです。

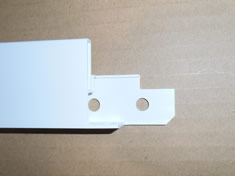
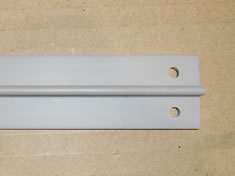
異形押し出し製品の各々の中空部分が狭いので必要な部分にだけ正確に穴あけ加工をする技術が必要になる。

多様な素材の性質を熟知、最良の穴あけ工具・穴あけ加工方法を選択、それらの最善・最良を引き出す。それが高品質の製品造りに、それが三恵の穴あけ加工技術です。

切削加工素材が切削刃に引き込まれ気味になるので、切削加工がずれないようしっかり加工。長年に積んだ経験が活きる切削加工技術です。

肉厚のないプラスチック素材では金属などと違い切削加工に際して切削刃の入れ方、回転数など適切でないとプラスチックの素材に変形や振動という症状が出て欠けやバリに繋がります。三恵の技術力、経験が活きる切削加工技術ですです。



切削加工の深さ、割れや欠けに注意。わずかな面取り切削加工にも三恵の技術者は会社の掲げている三つのスローガンの中のひとつ高品質にと持てる経験、持てる技術を余すことなく切削加工に注ぎ込んでいます。

異形押し出しの切削加工素材は2メーター近く、重さもそれなりに、その切削加工は槍の稽古でもしているようです。体力も必要な切削加工になります。
肉薄の異形押し出しの切削加工素材の難点、加工中の変形や振動に十分注意。
欠けやバリが発生しやすい異形押し出し製品の切削加工は三恵の切削加工技術で難加工を克服。